如何操作实验室吹膜机?
所属分类:常见问题
点击次数:479
添加时间:2025-05-23
一、操作前准备
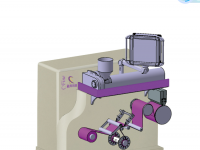
设备检查
确认挤出机、模头、冷却装置等组件连接紧固,无漏料风险
检查牵引辊、导膜辊表面清洁度,避免薄膜划伤
验证齿轮箱和减速箱油位符合标准,新机首次使用需提前润滑
原料处理
选用PE/PP等指定颗粒原料,通过烘干设备去除湿气(含水率需≤0.03%)
混合改性材料时需确保配方比例精确,杂质需用磁铁筛查
预热调试
分区加热模头与机身,机头温度通常设定160-220℃,预热时间≥2小时
使用铜片清理模口残留物,严禁铁质工具刮擦7
二、开机操作流程
启动与挤出
低速启动主电机(初始转速≤15rpm),观察熔体塑化状态
通过空气泵向模头注入压缩空气,形成初始膜泡
同步开启冷却风机,调节风环风速使霜线高度稳定
膜泡控制
手动引导膜泡穿过人字板,调整牵引辊间距控制薄膜折径
实时监测厚度均匀性,通过模头螺栓微调局部间隙(精度±0.01mm)
参数优化
温度控制:根据熔体流动指数调整三区温度,温差≤5℃
牵引速度:与挤出速率保持动态平衡,避免拉伸过度导致破膜
设备检查
确认挤出机、模头、冷却装置等组件连接紧固,无漏料风险
检查牵引辊、导膜辊表面清洁度,避免薄膜划伤
验证齿轮箱和减速箱油位符合标准,新机首次使用需提前润滑
原料处理
选用PE/PP等指定颗粒原料,通过烘干设备去除湿气(含水率需≤0.03%)
混合改性材料时需确保配方比例精确,杂质需用磁铁筛查
预热调试
分区加热模头与机身,机头温度通常设定160-220℃,预热时间≥2小时
使用铜片清理模口残留物,严禁铁质工具刮擦7
二、开机操作流程
启动与挤出
低速启动主电机(初始转速≤15rpm),观察熔体塑化状态
通过空气泵向模头注入压缩空气,形成初始膜泡
同步开启冷却风机,调节风环风速使霜线高度稳定
膜泡控制
手动引导膜泡穿过人字板,调整牵引辊间距控制薄膜折径
实时监测厚度均匀性,通过模头螺栓微调局部间隙(精度±0.01mm)
参数优化
温度控制:根据熔体流动指数调整三区温度,温差≤5℃
牵引速度:与挤出速率保持动态平衡,避免拉伸过度导致破膜